Классические гибридные связки от Mirka Cafro
В августе 2021 года на одном из крупнейших моторостроительных заводов РФ были проведены испытания кругов Mirka Cafro на классической гибридной связке M404.
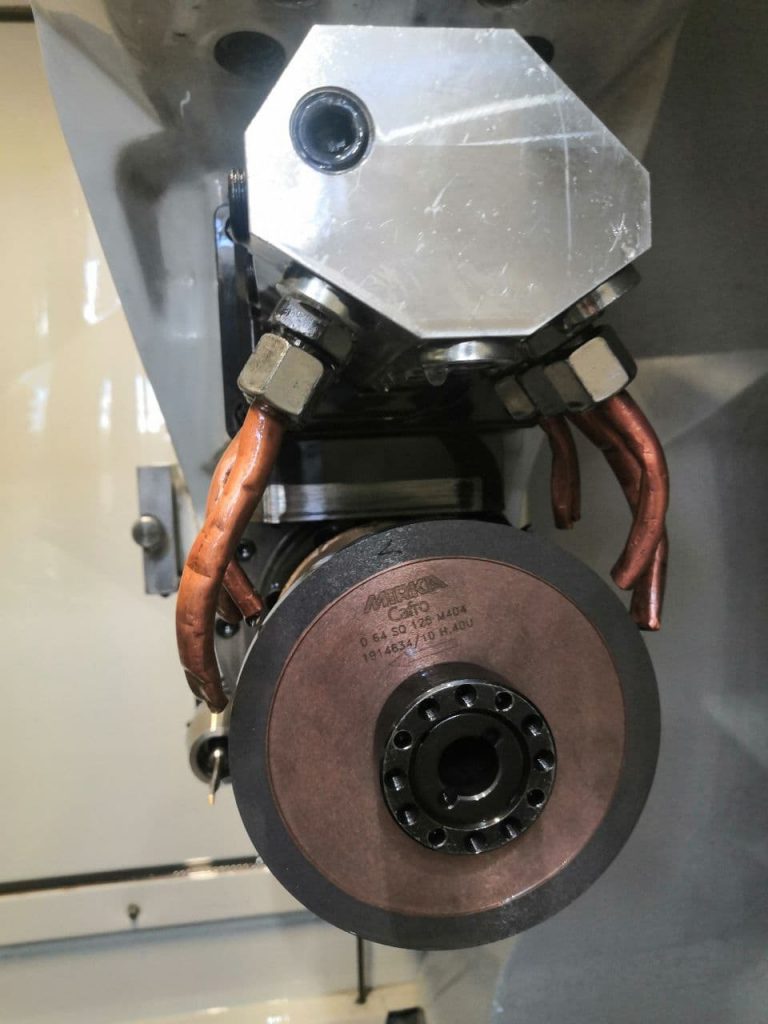
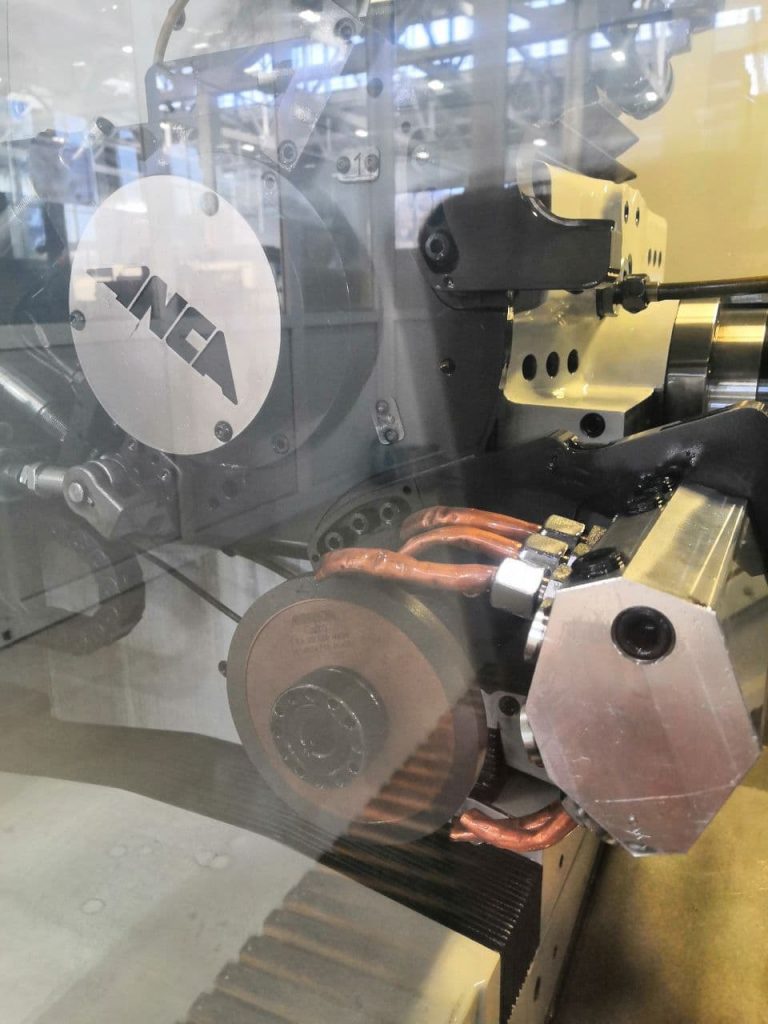
Испытания проводились на станке Anca MX5 2014 г. Подача СОЖ осуществлялась с медной трубки над заготовкой непосредственно в зону шлифования под давлением более 10 бар. Дополнительные медные трубки были установлены над шпинделем, каждая с давлением до 5 бар. Данная система подачи СОЖ позволила максимально эффективно использовать гибридные круги (в том числе круги на связке HP), а также показать максимальную производительность и ресурс шлифовальных кругов.В испытаниях были опробованы 2 круга:
- Mirka Cafro 1A1 125 10 10 10 31,75 D 64 SQ 125 M404
Изготавливаемый инструмент: твердосплавная фреза (d=12 мм),
количество перьев — 2,
длина режущей части — 25 мм,
глубина канавки — 3 мм.
Для изготовления фрезы использовали следующие режимы:
глубина шлифования — 3 мм за один проход,
подача — 100 мм/мин,
скорость вращения круга — 18 м/сек,
максимальная нагрузка на шпиндель — 20%.
Шероховатость поверхности соответствует требованию Заказчика и не требует дальнейшей доводки.
После изготовления 8 фрез на круге не было следов засаливания, круг не требовал правки.
Для снижения нагрузки на шпиндель было рекомендовано снизить скорость вращения круга до 15 м/сек.
Машинное время изготовления фрезы составило 5 минут 36 секунд.
Данные фрезы ранее не изготавливались на предприятии, результат полностью удовлетворил Заказчика.
- Mirka Cafro 1V1/20º 100 10 10 10 31,75 D 64 SY 125 M404
Изготавливаемый инструмент: твердосплавная фреза (d=12 мм),
количество перьев — 4,
длина режущей части — 26 мм,
глубина канавки — 2,4 мм.
Для изготовления фрезы использовали следующие режимы:
глубина шлифования — 2,4 мм за один проход,
подача — 120 мм/мин,
скорость вращения круга — 15 м/сек,
максимальная нагрузка на шпиндель — 10%.
Шероховатость поверхности соответствует чертежу и не требует дальнейшей доводки.
После изготовления 4 фрез на круге не было следов засаливания, круг не требовал правки.
Машинное время фрезы составило 8 минут 48 секунд.
Используемые ранее гибридные круги вышлифовывали канавку за 3 прохода, что заметно замедляло производство данной фрезы, машинное время для изготовления кругами, применяемыми ранее, составляло 15 минут 45 секунд. Следы засаливания появлялись после первой фрезы, правка каждые 4 фрезы.
Алмазные круги Mirka Cafro на классической гибридной связке M404, позволяют сократить время производство фрезы в 2 раза и снизить частоту правки, увеличивая тем самым полезное время работы станка.
Бренд-менеджер CAFRO
Карнаухов Всеволод Борисович